

以上为(参考图片)
一、注塑模具
规格:尺寸约:220*200mm,
注塑模具技术参数:1.铝合金材质,含:二次顶出模、潜水口模、斜顶模、后模斜抽芯模、推板模、斜导柱模等模具。
铝合金模具具有进行模具拆装实训的功能,模具可长期反复拆装;模具结构完整,零件齐全,导柱导套采用标准件,螺栓全部采用12.9级国标螺栓,模架采用加硬铝合金板并经氧化处理,硬度HB90以上,屈服强度245以上,模芯采用45#钢料。
(1)二次顶出模
成型深腔薄壁,侧面形状复杂,脱模力大的塑件,顶出机构先后二次顶出,结构简单,加工方便,安全可靠。
(2) 潜水口模
该模具在开模时,不仅能自动切断浇口,而且浇口的位置可设在制品的侧面,端面和背面等,使制品外表表面无浇口痕迹。采用潜浇口模具结构,可将双分型面模具结构简化成单分型面模具结构。一模二腔,分流道于产品自动分离。
(3) 斜顶模
成型内侧有凹凸的塑件,加工简便,结构紧凑,可靠,斜推杆与导向槽配合,当推杆作垂直运动时斜推杆在导向槽的作用下做相对运动,从而完成侧抽芯动作。一模二腔,内壁均有2处凹或凸槽,并能配合组装。
(4) 后模斜抽芯模
模具成型塑料制品内侧有斜凹槽,模具采用定模板拉钩摆杆式顺序分型机构,采用推杆推出制品。顺序分型的目的是完成侧向斜抽芯。该成型产品内侧有2处45度穿孔,模具2次分型来完成斜抽芯。
(5) 推板模
推板脱模机构在分型面处沿制品周边将制品推出,适用于大筒制品,薄壁容器及各种罩壳类制品的脱模。其特点推出均匀力量大,运动平稳,制品不易变形,塑件表面无推顶痕迹。一模二腔,推板顶出。
(6) 斜顶斜导柱模
模具采用二滑块斜导柱再加上另一侧斜顶结构,整个模具结构紧凑可靠,斜顶侧斜度8度,模具一模二腔,合模时,二滑块与后模碰穿,开模时,二滑块与斜导柱作相对运动抽出,斜顶与顶针的配合顶出产品,整个过程平稳、可靠、保证产品外观不受损伤。
(7)等等模具。
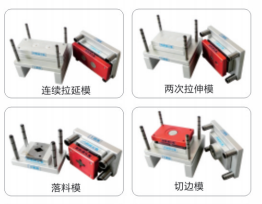
二、冲压模具,尺寸约:150*90mm,
技术参数:铝合金材质,含:落料模、冲孔模、弯曲模、正装复合模、倒装复合模等模具。
铝合金模具具有进行模具拆装实训的功能,可长期反复拆装;模架采用加硬铝合金板并经氧化处理,硬度HB90,屈服强度245以上;模具凸凹模采用标准冷冲模具钢,螺栓采用12.9级螺栓;规格约:150×90mm。
三、特点
1.为保证产品的质量,我司出具所用材料的第三方检测报告。






 在线客服1号
在线客服1号